Способы электродуговой сварки Способы электродуговой сварки
Электродуговая сварка – это сварка, при которойрой части
изделий разогреваются до расплавления теплом электрич. дугового разряда.
Существуют различные способы электродуговой сварки:
ручная дуговая, сварка под флюсом, в защитных газах и др.
Ручная дуговая сварка плавящимся электродом на
постоянном или переменном токе производится электродами диаметром от 2 по 8 мм, длиной 250—450 мм, покрытыми снаружи спец. обмазкой. Расплавленный металл защищается от воздуха
за счет шлака и газов, образующихся при плавлении обмазки. Сварщик вручную
перемещает дугу относительно свариваемых кромок и по мере оплавления подает
электрод к изделию. Применяются электроды с тонкой — ионизирующей и толстой —
качественной обмазками (наиболее распространены). Качественная обмазка толщи
дой более 0,5 мм состоит из веществ, обеспечивающих защиту расплавленного
металла от воздуха, легирование металла для получения шва различного состава
и свойств. Такие электроды применяются для ответственных изделий, а электроды
с тонкой обмазкой—для неответственных соединений.
Виды электродов для электродуговой
сварки
По назначению и свойствам наплавленного металла различают 3
основных вида электродов: электроды для сварки конструкционных сталей,
обеспечивающие получение наплавленного металла с пределом прочности от 34 до
145 кг/мм2; электроды для сварки легированных сталей с особыми свойствами,
предназначенные для сварки перлитных теплоустойчивых сталей, ферритных,
подуферритных и аустенитных коррозионностойких, жаропрочных и окалиностойких
рталей и сплавов; электроды для наплавки поверхностных слоев с особыми
свойствами, позволяющими получать твердые износостойкие и эрозиостойкие
поверхности.
Ручная дуговая сварка применима во всех пространственных
положениях и обеспечивает получение высококачественных соединений. Ее
недостатки — низкая производительность, зависимость качества шва от
квалификации сварщика и тяжелые условия труда.
Способы ручной дуговой сварки на больших токах
В пром-сти распространены усовершенствованные способы
ручной дуговой сварки на больших токах, обеспечивающих более высокую
производительность. Способы
сварки опирающимся электродом производится с большой толщиной обмазки, в
связи с чем на конце электрода образуется чехольчик, внутри к-рого горит
дуга, в результате получается концентрация тепла дуги и увеличивается глубина
провара при снижении потерь на угар и разбрызгивание. Сварка пучком
электродов выполняется несколькими электродами, стержни к-рых на всей
длине, кроме токоподводящих концов, изолированы друг от друга; дуга
поочередно горит между всеми электродами пучка, самопроизвольно переходя с
электрода на электрод. Сварка трехфазной дугой производится
спаренным электродом с изолированными друг от друга стержнями. Стержни
подключены к двум фазам переменного тока, а изделие — к третьей фазе. При
сварке дуги горят между каждым стержнем и изделием и между двумя стержнями.
Сварка под флюсом на постоянном или
переменном токе — один из механизированных высокопроизводительных способов,
применяемый в основном при сварке в нижнем положении. Сварка производится
голой электродной проволокой. Зона сварки защищается от вредного воздействия
воздуха слоем флюса, к-рый в зоне дуги частично расплавляется, химически
взаимодействует с расплавленным металлом, изменяв! его химич. состав и
улучшает свойства. Флюс представляет собой сыпучее зернистое вещество. Флюсы
подразделяются по назначению — для сварки углеродистых, легированных и
высоколегированных сталей, цветных металлов и сплавов; по содержанию кремния
и марганца; по способу изготовления — плавленные и неплавленные (керамические
флюсы). В пром-сти применяется автоматич. сварка нод флюсом, при к-рой подача
проволоки в зону дуги и перемещение дуги относительно свариваемых кромок
выполняются автоматически, и полуавтоматическая, когда подача проволоки
автоматическая, а дуга перемещается сварщиком вручную. Применяется одно- и
много дуговая сварка. Многодуговая сварка выполняется на больших скоростях.
Находит распространение также трехфазная сварка и сварка под флюсом
расщепленным электродом.
 Сварка под флюсом в оси, применяется при
наплавочных работах для восстановления изношенных деталей. При наплавке
распространена сварка несколькими проволоками в одну ванну и сварка лентой,
обеспечивающая широкий слой наплавленного металла с малой глубиной провара.
Наплавка порошковой проволокой, представляющей собой стальную трубку с
сердечником из различных ферросплавов, позволяет получить наплавленный металл
повышенной твердости. Аппаратура для сварки под флюсом выпускается серийно:
полуавтоматы типов ПШ-5 и ПШ-54, автоматы типов ТС-17М и АДС-1000 и др.
Широко применяются различные подвесные самоходные и несамоходные головки и
специализированные сварочные установки. Сварка под флюсом в оси, применяется при
наплавочных работах для восстановления изношенных деталей. При наплавке
распространена сварка несколькими проволоками в одну ванну и сварка лентой,
обеспечивающая широкий слой наплавленного металла с малой глубиной провара.
Наплавка порошковой проволокой, представляющей собой стальную трубку с
сердечником из различных ферросплавов, позволяет получить наплавленный металл
повышенной твердости. Аппаратура для сварки под флюсом выпускается серийно:
полуавтоматы типов ПШ-5 и ПШ-54, автоматы типов ТС-17М и АДС-1000 и др.
Широко применяются различные подвесные самоходные и несамоходные головки и
специализированные сварочные установки.
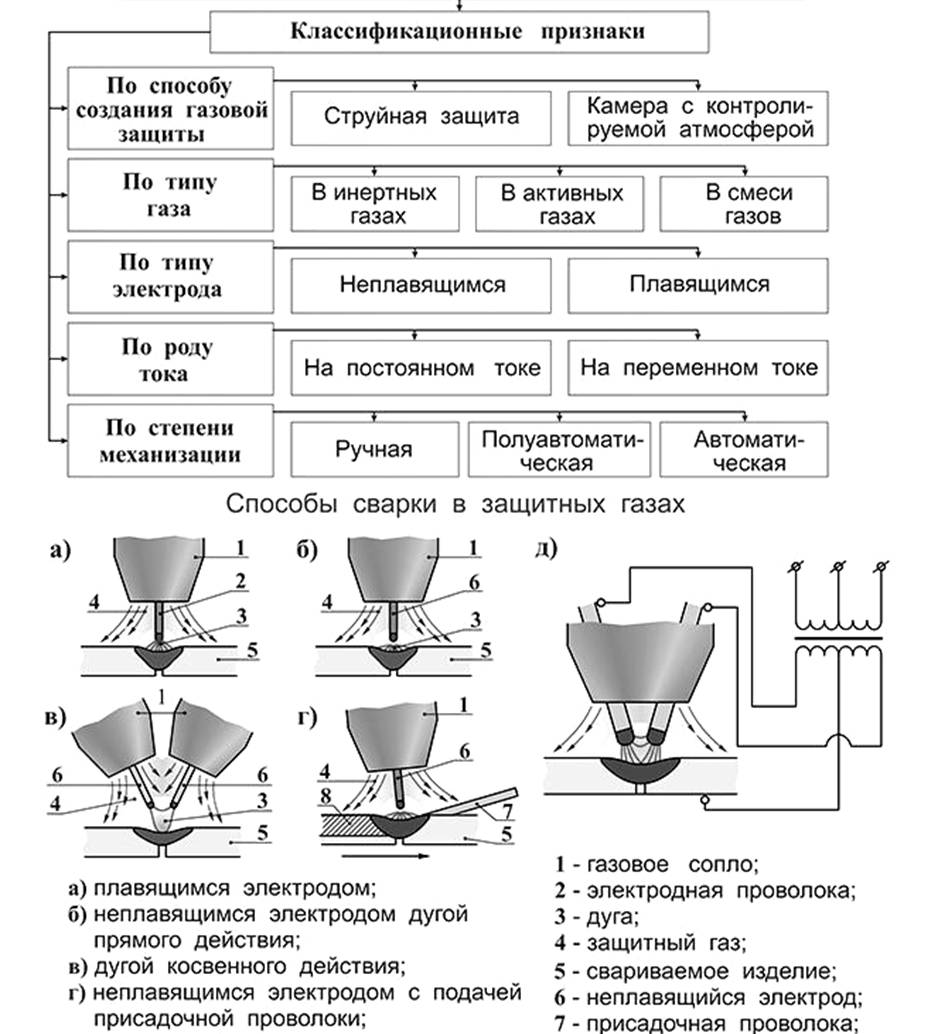
Сварка в
защитных газах— способ, при котором защита зоны дуги от вредного
воздействия воздуха осуществляется газом. В качестве защитных используют
инертные газы (аргон и гелий), не взаимодействующие со свариваемым металлом,
и активные газы (углекислый газ, азот и др.), взаимодействующие со
свариваемым металлом. Сварка в защитных газах пр ;из- водится неплавящимся
или плавящимся электродом.
Ее преимуществами являются: возможность сварки различных
материалов толщиной от долей мм до десятков и сотен мм во всех
пространственных положениях, высокое качество соединений, высокая
производительность, легкая механизация процесса. Наиболее распространена
аргоноду- говая сварка и сварка в углекислом газе. Аргонодуговая сварка
применяется при изготовлении изделий из нержавеющих сталей и цветных металлов
и сплавов. Для металла толщиной до 3 мм применяется сварка неплавящимся вольфрамовым электродом, при более толстом металле — плавящимся электродом.
Сварка неплавящимся электродом может производиться
вручную, полуавтоматически или автоматически, а сварка плавящимся электродом
— полуавтоматически и автоматически. В обоих случаях сварка может выполняться
одной и несколькими дугами.
Сварка в углекислом газе используется при
изготовлении изделий из углеродистых и конструкционных легированных сталей,
когда допустимо небольшое окисление металла в зоне дуги. Сварка неплавящимся
электродом (графитовым или угольным) применяется при изготовлении изделий
толщиной 1,5—2,0 мм. Прочностные свойства таких сварных соединений ниже, чем
основного материала. Сварка плавящимся электродом применяется для
изделий из стали толщиной от 0,8 мм и выше, она обеспечивает получение
равнопрочных высококачественных соединений, выполняется полуавтоматически и
автоматически. Наиболее распространена сварка проволокой диаметром 0,8—1,2 мм
при сборке с неравномерным зазором, расположении соединений во всех
пространственных положениях, при любой длине и конфигурации швов. Коробление
изделий после сварки минимальное. Этот процесс успешно вытесняет ручную
дуговую и газовую сварку, обеспечивая 2—4- кратное повышение
производительности. Применяется также наплавка порошковой проволокой в
углекислом газе, к-рая обеспечивает получение наплавленного металла высокой
твердости с теми же свойствами, что и при сварке под флюсом.
 В последние годы разработана и получила
применение импульсно-ду- говая сварка в защитных газах неплавящимся или
плавящимся электродом. При данном способе стабильный процесс отличается
закономерными изменениями напряжения тока и длины дуги (25—200 раз в
секунду). Импульсно-дуговая сварка позволяет сваривать тонкий металл,
вертикальные и потолочные швы, обеспечивает хорошее формирование швов, малое
разбрызгивание и высокое качество; повышается производительность и
уменьшаются деформации по сравнению с обычной сваркой. Для сварки используется
обычная аппаратура и спец. генераторы импульсов. В последние годы разработана и получила
применение импульсно-ду- говая сварка в защитных газах неплавящимся или
плавящимся электродом. При данном способе стабильный процесс отличается
закономерными изменениями напряжения тока и длины дуги (25—200 раз в
секунду). Импульсно-дуговая сварка позволяет сваривать тонкий металл,
вертикальные и потолочные швы, обеспечивает хорошее формирование швов, малое
разбрызгивание и высокое качество; повышается производительность и
уменьшаются деформации по сравнению с обычной сваркой. Для сварки используется
обычная аппаратура и спец. генераторы импульсов.
Электроннолучевая сварка в вакууме — сварка, при
к-рой соединяемые части разогреваются до расплавления энергией потока
электронов, бомбардирующих изделие. Сварка выполняется на спец. установках в
вакуумной камере при разряжении 1.10~4— 1.10~7 мм рт. ст. Применяется для
сварки химически высокоактивных, высокочистых и тугоплавких материалов, как
электропроводных, так и неэлектропроводных. Сваривают детали любых размеров.
Обеспечивает получение высококачественных соединений и малые коробления
деталей.
Диффузионная сварка в вакууме — сварка, при к-рой
неразъемное соединение деталей производят без расплавления за счет диффузии
(проникновения) частиц одной детали в другую. Сварку ведут в вакуумной
камере, что обеспечивает хорошую очистку свариваемых кромок. Детали сжимают,
подогревают для ускорения диффузии и выдерживают в таком состоянии
определенное время. В ряде случаев дают дополнительную осадку. Способ
применяется для соединения химически активных, чистых и разнородных
материалов, а также в случаях, когда недопустим нагрев деталей или их
деформирование. Обеспечивает получение соединений высокого качества.
Сварка световым лучом (лазером) — сварка, при к-рой
соединяемые части разогревают до расплавления энергией мощного светового
луча, направляемого на изделие. Световой луч создается в спец. квантовом
генераторе. Сварка выполняется на воздухе.
Электросварка — это один из способов сварки,
использующий для нагрева и расплавления металла электрическую дугу.
Температура электрической дуги (до 7000 °С) превосходит
температуры плавления всех существующих металлов.
Термины:
технология сварочных работ
сварка постоянным током
электроды для сварки инвертором
способы электродуговой сварки меди
способы электродуговой сварки чугуна
способы электродуговой сварки латуни
способы электродуговой сварки бронзы
способы электродуговой сварки металлов и сплавов
дуговая сварка
Смотрите также:
СВАРКА.
электродуговая и электроконтактная сварка металлов
Самыми распространенными
способами электрической сварки является электродуговая и
электроконтактная.
СВАРКА
МЕТАЛЛОВ. Электродуговая сварка. Стыковая электросварка....
Наиболее распространены электродуговая
сварка плавлением с применением металлического электрода и
электроконтактная сварка.
Электродуговая сварка, газоэлектрическая сварка. Аргонодуговая
сварка...
Основной вид сварного
соединения — электродуговая сварка, основанная на
явлении возникновения электрической дуги между стальным стержнем
(электродом...
Сварка
металлов. Контактная электросварка – к газодуговой сварке...
Для соединения
стальных строительных конструкций в основном применяют электрическую сварку
сопротивлением или электродуговую сварку, реже — газовую и
термитную.
|